
Name: Fred Rugenyi
Age: 34
Nationality: Kenyan
Place of study: University of Bergen (UiB)
Completed exams: Erasmus Mundus Master in Quality in Analytical Laboratories
Subject for study: Quality in Analytical Laboratories.
He is TCM’s first master’s graduate
Fred Rugenyi stands as a trailblazing figure at TCM, having achieved the distinction of being its inaugural master’s student in the specialized field of method development within LC-MS.
Will continue to help
Fred Rugenyi remarkable journey not only includes the successful defence of his thesis but also the attainment of an exceptional A grade. A testament to his unwavering commitment and outstanding contributions to the field Liquid Chromatography-Mass Spectrometry (LC-MS). With these achievements under his belt, Fred Rugenyi now eagerly embarks on the next chapter of his career. Seizing the myriad of opportunities that await him as he continues to make valuable contributions to TCM.
At TCM, the development and dissemination of knowledge related to carbon capture are core elements of its operations. Over the years, the company has authored more than 60 scientific articles. Based on findings and insights derived from open test campaigns conducted at its facilities. Additionally, TCM regularly delivers presentations at international CCS conferences.
TCM also serves as a hub for knowledge enrichment. Attracting students and researchers to Mongstad who engage in tackling specific issues that lay the groundwork for more efficient carbon capture methods.
A collaborative program between TCM and UiB
Fred Rugenyi, a 34-year-old native of Kenya. Recently achieved a significant milestone this autumn by earning his EU-funded Erasmus Mundus Master’s degree in Quality in Analytical Laboratories from the University of Bergen (UiB). Fred’s academic journey was enriched by his participation in a collaborative program between TCM and UiB.
His thesis represents the culmination of his extensive studies and hands-on experience in the realms of chemistry, project management, and quality assurance. Furthermore, it stands as a direct contribution to advancing our understanding of amine-based post-combustion carbon capture. A pivotal field in addressing environmental concerns. Fred expresses his satisfaction in being able to contribute directly to a project with tangible applications in his crucial domain, emphasizing the practical impact of his work.
Fred’s introduction to TCM came through Professor Bjørn Grung, the coordinator of the Erasmus Mundus Quality in Analytical Laboratories programme and deputy head of the Department of Chemistry at the University of Bergen.

“What led to your fascination with carbon capture? Was there a particular event, class or experience that ignited your curiosity?”
“I didn’t have a specific defining moment. My interest in the field grew out organically from a curiosity about the versatile applications of chemistry across various domains. I was particularly drawn to measurement chemistry and quality management.”
“What were your initial impression of TCM?”
“My initial impression of TCM was that it represented a highly professional organisation comprised of very intelligent individuals.”
“Could you please provide a concise overview to the topic you have worked on during your tenure at TCM?”
“My primary objective was to conduct a comprehensive qualitative and quantitative analysis of non-volatile solvent degradation components using advanced liquid chromatography-mass spectrometry. This endeavour entailed the creation, refinement, validation, and practical application of innovative analytical methods. In the context of CO2 capture, the outcome of this research contributes to an enhanced understanding of the health and environmental implications associated with the solvents employed in CO2 capture systems. Ultimately, this knowledge facilitates better solvent management, leading to reduced consumption, improved operational efficiency of CO2 plants, and a subsequent reduction in the overall cost of CO2 capture.”
“How has TCM supported and guided you in your research endeavours, particularly when addressing pertinent issues?”
“My research journey at TCM has been enriched by the invaluable technical guidance extended by my supervisor, Dr. Muhammad Zeeshan and team members within the Technology department led by Mathew Campbell. TCM has demonstrated its commitment by making essential resources available, encompassing administrative support, access to laboratory equipment, and the provision of necessary chemicals. Moreover, TCM prioritizes the safety and well-being of its researchers, ensuring that work procedures align with health and safety standards. Additionally, I would like to underscore the tremendous moral support I’ve received from the dedicated Mongstad team. Their genuine interest in my work and their willingness to engage with my personal experiences have been truly uplifting.”

Are there people at TCM whom you would like to specifically acknowledge as crucial advisors during your research?”
“In addressing this question, I would like to refer to my acknowledgment in my thesis: “Dr. Muhammad Zeeshan, your patience, trust and support throughout the project meant a lot to me. Your expertise, insightful feedback and constructive suggestions have helped me refine my ideas and problem-solving approach. I am profoundly grateful for your guidance and constant encouragement. Blair McMaster, your help in understanding the carbon capture process and the Mongstad facility was invaluable.”
The foresight and proactivity of Muhammad Ismail Shah, when serving as the Technology manager, to acquire the state-of-the-art LC-MS as part of the TCM package points to the strategic role of organisational positioning. In addition, I firmly believe that numerous individuals, often working diligently behind the scenes and without immediate recognition, have played a role in fostering a productive work environment. This extends to the decision-makers who formulate and endorse the organization’s overarching goals. It also encompasses those individuals who take the time to guide you in the right direction when you might be feeling disoriented, as well as the entire collaborative community that has contributed to my journey here at TCM.”
“What are your overall impressions of the expertise TCM concerning the advancement of carbon capture technologies?”
“At TCM, I’ve had the privilege of interacting with exceptional talents encompassing a wide spectrum of disciplines, including brilliant mathematicians, chemical engineers, process engineers, mechanical engineers, and modelling experts, among others. This diverse and collaborative group of professionals operates seamlessly as a cohesive team. They offer holistic perspectives, tackle challenges with creative vigour, and craft innovative solutions that are instrumental in driving forward the development of cutting-edge CO2 capture technologies.”
“Have your experience at TCM had an impact on your career aspirations or influenced specific projects you plan to pursue?”
“Yes, my time at TCM has significantly influenced my career aspirations. It has deepened my passion for comprehending the entire carbon capture value chain, with a particular focus on applying CO2 capture to ensure uninterrupted access to energy while upholding commitment to environmentally responsible practices. I am genuinely delighted that TCM has afforded me the opportunity to actively pursue these objectives.”
“What advice would you offer to prospective students contemplating similar opportunities at TCM?”
“TCM provides a unique platform for you to immense yourself in the world of cutting-edge innovations and emerging technologies of the future. Here, you’ll gain access to a diverse range of learning experiences, spanning from early-stage technologies to those in the market and practical applications. Beyond academic knowledge, TCM offers a hands-on education that bridges the gap between theoretical understanding and real-world problem-solving. You’ll have the chance to tackle multidimensional challenges in various fields, all within a multicultural environment that enriches your daily experience. TCM is the place where academic knowledge meets practical application in a truly transformative way.”
“Thank you very much for your time and insight. Good luck!”
Steering the UK and Ireland Towards a Low Cabon-Future
“Our commitment lies in actively exploring opportunities for low-carbon power generation at our existing sites through the implementation of carbon capture and hydrogen solutions’’, says Xiaomian Baxter, SSE.

At present, SSE Thermal is making significant strides in the north-east of Scotland and the Humber area in England, where it is focusing on capturing substantial emissions of CO2. Baxter adds, “In this endeavor, we have enjoyed a fruitful collaboration with TCM.”
“Can you give a brief description of the projects the company is running, and which includes the capture of CO2?”
“We are currently advancing plans at Keadby in the Humber and Peterhead in northeast Scotland. Both of which would be large scale power stations capturing around 95 percent of emissions. These proposed plants would link into the shared CO2 and hydrogen transport and storage infrastructure being developed in the respective industrial clusters.”
“What are the most important success factors for succeeding in capturing CO2 in the project?”
“We are focused on a natural gas-fired power plant coupled with CCS. Which needs to be flexible, and achieve high CO2 capture efficiency with the lowest energy consumption possible. So most importantly, the plant needs to work as intended first time and be safe.”
“Why did SSE Thermal choose to partner with TCM?”
“TCM has over 10 years of solvent testing and plant operation experience at the world’s largest CCS test facility. We saw the value of fast-tracking our CCS design and operational knowledge by learning from TCM’s experience and expertise.”

“How has TCM contributes additional value to the project?”
“We had a test campaign at TCM in 2020. We were looking at the dispatchable operation of CCS plant. Which was not investigated extensively in the past. The test campaign provided us with opportunities to learn about how a capture plant is operated. And how key parameters contribute to the plant’s performance.”
“What would SSE Thermal like to highlight as a benefit of the collaboration with TCM?”
“I would like to highlight the following:
- We gain valuable insights from their plant operation experience of over 10 years
- We have the opportunity for direct conversations and learning from experienced plant operators
- TCM provides excellent consultancy services to support SSE’s pre-FEED and FEED studies.”
“What is the decarbonization vision of your company?”
“SSE Thermal’s vision is to become the leading provider of flexible thermal energy in a net zero world.”
“Could you share some insights into your company’s roadmap for achieving its decarbonization goals?”
“SSE has a target to reduce its carbon intensity by 80 percent by 2030. At SSE Thermal, we are actively developing carbon capture and hydrogen projects which will allow us to continue to keep the lights on while supporting the UK’s net zero drive. And at Keadby, we own and operate one of the world’s most efficient gas-fired power stations and are exploring hydrogen blending into the plant. Additionally, our Keadby 3 Carbon Capture project is the UK’s only power CCS project with development consent order.”
“Could you also discuss the primary challenge that keeps you engaged and the exciting opportunity that motivates you?”
“The current ambition of the UK Government is to have a net zero power system by 2035. To reach that milestone, we must accelerate the decarbonization of the power sector. Which means bringing forward low-carbon projects urgently. In doing so, we can increase the pace towards net zero while delivering a just transition for workers and communities in the UK’s industrial heartlands.”
«Thank you very much, and good luck with your important work!»
ION Clean Energy Heads Back to Technology Centre Mongstad
Boulder, Colorado-based ION Clean Energy returns to the world’s largest and most advanced carbon capture test facility as it prepares for commercialization of transformational ICE-31 solvent with revolutionary stability.
ICE-31 solvent from TRL 6 to TRL 7
ION Clean Energy and Technology Centre Mongstad (TCM) have come to terms on an agreement to bring ION’s groundbreaking ICE-31 solvent technology to TCM for further validation of the technology’s performance over parametric and steady-state testing that will demonstrate the ION solvent’s remarkable stability and prove that there is no significant solvent degradation as the technology is scaled up.
The initiative is part of ION’s commercial development program and will take the ICE-31 solvent’s Technology Readiness Level (TRL) from TRL 6 to TRL 7 with a successful campaign. Successfully testing ICE-31 at the scale of TCM will decrease the financial risk for ION and its customers because it will prove the technology’s performance at a larger scale than prior testing has allowed. Additionally, ION will gather valuable process data and increase its knowledge of how the technology performs in greater detail than previously possible.
The team at TCM is world class
“TCM is the world’s foremost testing ground for carbon capture technologies and we’re excited to return and further prove the transformative performance of ICE-31,” said ION Chief Technology Officer, Erik Meuleman, Ph.D. “The team at TCM is world class and the data we derive from this campaign will prove that our technology is as well. We’re excited to get back to Norway and continue our efforts to deploy ICE-31 commercially as we all work towards a shared goal of net-zero carbon emissions.”
As the world’s largest and most flexible carbon capture test center available to the public, TCM has the ability to demonstrate the performance of the most mature amine technologies, further de-risking and optimizing the performance that allows the TRL for a technology to increase. “We are very excited to see ION coming back to TCM with their ICE-31 solvent. At TCM, we are pleased to be able to contribute with our expertise and more than 10 years of experience with CO2 capture technology,” said TCM Technology Manager, Matthew Campbell.
Cooperation US&Norway
Both the US Department of Energy (DOE), Office of Fossil Energy and Carbon Management and The Norwegian Ministry for Petroleum and Energy make great contributions to mitigating climate change and are supportive of ION’s technology. The Norwegian Ministry for Petroleum and Energy is also the majority owner of TCM.
ION’s test campaign is planned to start in October and last for 4 months.

About ION Clean Energy, Inc.
ION was founded in 2008 in Boulder, Colorado and is a worldwide leader in carbon dioxide capture technologies that reduce overall costs and make CO2 capture a more viable option for greenhouse gas mitigation. The company is commercializing proprietary liquid absorbent process technology that demonstrates transformational performance and is more effective and cost efficient than current commercial solutions to capture CO2 emissions from utility and industrial point sources. Most significantly, ION’s technology can capture more than 95% of CO2 emissions with extremely low emissions, unprecedented solvent stability and low energy requirements.
Contact person: Ryan Skubic, VP, Marketing & Communications, Ryan.Skubic*ioncleanenergy.com
About Technology Centre Mongstad DA
Technology Centre Mongstad DA (TCM) main objective is to test, verify and demonstrate different technologies related to cost-efficient and industrial scale CO2 capture. Moreover, to provide advisory services to carbon capture projects. The goal is to facilitate the advancement of carbon capture technology for mass deployment across industries.
TCM is located at one of Norway’s most complex industrial facilities, Mongstad in Vestland county. TCM is owned by the Norwegian State, through Gassnova (73.9%), together with the industrial partners Equinor (8,7%), Shell (8,7%) and TotalEnergies (8,7%). Equinor is the operator of the facility.
TCM strenghtens cooperation with the USA
«The recent conference in Pittsburgh served as a testament to the remarkable collaborative efforts underway in the United States. Government authorities, technology providers, and research institutions are diligently working together to mitigate CO2 emissions within the industry and remove CO2 from the atmosphere.
For TCM, this event provided an excellent opportunity to both showcase our state-of-the art testing facilities and our expertise in CO2 capture. We are now committed to nurturing existing and new partnerships, with the primary objective of conducting tests for innovative technologies at our facility and availing our Advisory Services in the years ahead».
The Carbon Management Research Project Review Meeting
Every year, during August, the National Energy Technology Laboratory (NETL), acting on behalf of the US Department of Energy (DoE), organizes the Carbon Management Research Project Review Meeting in Pittsburgh. This year, the conference drew a staggering of 1.200 participants from around the globe, including TCM’s managing Director Muhammad Ismail Shah and Technology Manager Matthew Campbell.
US DoE/NETL is dedicated to driving research and development efforts that contribute to reducing CO2 emissions, including the capture and storage of CO2. The DoE has been actively involved in funding several test campaigns at Mongstad. Among them, RTI International, which last years conducted a test of their technology for capturing CO2 from fossil fuel power plants and industry.

Several meetings with technology vendors
«RTI was one of the companies with whom we engaged in fruitful discussions during the conference. They expressed keen interest in returning to Mongstad to test an enhanced version of their technology,» Shah and Campbell says.
«Additionally, we had a productive meetings with Susteon, Unviersity of Kentucky and Pacific Northwest National Laboratory, which have developed efficient CO2 capture technologies. They aspire to conduct large-scale technology tests beyond the capacity of their own facilities. These organizations and several othersare eager to tap into TCM’s expertise, especially regarding our experience in emissions mitigation and other unique capabilities within the realm of CO2 capture.»
Fueled by the Inflation Reduction Act
Through the Inflation Reduction Act (IRA), the Biden administration embarked on the most extensive climate and energy effort ever in American history last year. A total of 369 billion dollars has been allocated to stimulate investments in renewable energy and zero-emission technology.
«The IRA has undeniably accelerated the development of new technologies and the implementation of mature technologies within the industry to achieve climate goals. Witnessing the tremendous enthusiasm in Pittsburgh, eminating from politicians, the industry leaders, and technologists alike, was truly inspiring,» states TCM’s representatives at the conference.

TCM assists Ørsted in achieving an improved understanding of carbon capture
TCM has bolstered Ørsted’s own specialist knowledge in the amine-based carbon capture project, which is set to commence within approximately two years. In this interview, Chemistry Specialist Kristian Røhe Kongsted Krum describes the project.
“Can you give a brief description of the project Ørsted is running, which includes the capture of CO2?”
“The Danish Energy Agency (DEA) has granted Ørsted a 20-year contract for our carbon capture and storage (CCS) initiative, the ‘Ørsted Kalundborg Hub’. This undertaking involves Ørsted implementing carbon capture technology at our wood chip-fired Asnæs Power Station in Kalundborg, located in western Zealand, as well as at the straw-fired boiler in our Avedøre Power Station situated in the Greater Copenhagen area.”
“Why did you choose to collaborate with TCM?”
“TCM possesses the largest carbon capture pilot plant globally and holds substantial practical expertise in conducting extensive tests at large scale using various open and proprietary solvents. In light of this, Ørsted opted to partner with TCM to enhance our specialized understanding of the amine-based carbon capture process.”
“What are the key success factors for achieving successful CO2 capture in the project?”
“To ensure a successful and enduring CO2 capture endeavour, a profound grasp of the intricate technical aspects inherent in the capture process, coupled with effective strategies to address the challenges, is absolutely essential.”
“In what ways does TCM provide excess value to the project?”
“The collaboration with TCM has yielded valuable insights into particular aspects of the carbon capture process. These insights can be directly or indirectly applied to ongoing Ørsted carbon capture initiatives, including discussions with technology vendors.”
“What would you like to highlight as a benefit of the collaboration with TCM?”
“This collaboration has yielded valuable knowledge-sharing and advisory services, drawing from TCM’s practical insights gained from operating the world’s largest carbon capture pilot plant.”
“What is the decarbonization vision of your company?”
“The Ørsted vision is a world that runs entirely on green energy. Ørsted is actively involved in the development, construction, and operation of offshore and onshore wind farms, solar farms, energy storage facilities, renewable hydrogen and green fuels facilities, as well as bioenergy plants. The process of decarbonization at Ørsted commenced in 2012 with the commitment to transition all coal-fired power plants owned by Ørsted into bio-converted facilities. By the year 2025, Ørsted aims to achieve carbon neutrality.”
“Could you please provide a brief overview of your company’s roadmap for your carbon capture and storage project?”
“Beginning in 2025 – and fully operational by 2026 – Ørsted intends to initiate carbon capture processes at the Avedøre and Asnæs power stations. Subsequently, the captured carbon will be transported to Norway, where it will be stored in a reservoir within the North Sea. In entirety, our goal is to annually capture and store 430,000 tonnes of CO2.”
“Can you share a significant challenge that concerns you and an exciting opportunity that motivates you?”
“The substantial task of scaling up the global carbon capture (CCx) portfolio to align with the Paris Agreement stands as a formidable challenge. The urgent need of decarbonization within heavy-duty industries is paramount, requiring action not in a decade, but in the present moment. While numerous CCx projects have been announced worldwide in recent years, it is truly exciting to not only observe but actively contribute to the evolution of this burgeoning market.”
TCM Report: Verified baseline results
TCM’s work on operation of capture plants using different amines has received international recognition. The work over many years has meant that technology suppliers have grown, and costs and risks have been reduced.
Some of TCM’s testing has been with the non-proprietary MEA and CESAR1 solvents, which are studied extensively in research and academia and can be used as benchmarks for new or proprietary capture technologies. Testing these non-proprietary solvents for thousands of hours at the scale of the TCM amine plant, with real flue gasses, has unlocked many new learnings for the industry, shared via open publications and TCM’s Advisory Services.
In collaboration with the Electric Power Research Institute (EPRI) (lenke inkl. LinkedIn), an independent US energy R&D body, TCM have tested and published a number of verified baseline conditions with MEA & CESAR1 with CHP and RFCC flue gas.
To date, six reports have been published
- Results from CESAR 1 testing at the CO2 Technology Centre Mongstad (2022)
- Results from CESAR 1 testing with combined heat and power (CHP) flue gas at the CO2 Technology Centre Mongstad (2021)
- Results from MEA testing at the CO2 Technology Centre Mongstad. Verification of Residual Fluid Catalytic Cracker (RFCC) baseline results (2021)
- Results from MEA testing at the CO2 Technology Centre Mongstad: Verification of baseline results in 2015 (2016)
- Results from MEA testing at the CO2 Technology Centre Mongstad. Part II: Verification of baseline results (2014)
- Results from MEA testing at the CO2 Technology Centre Mongstad. Part I: Post-Combustion CO2 capture testing methodology (2014)
A unique basis for comparison
Since the Technology Centre was set up, it has been focused on creating a good basis for comparison for technology suppliers that come to TCM. Therefore, the amine plant has been tested with non-proprietary MEA and CESAR solvents. These tests have used different starting points and have tested how the plant itself would work by, for example, stress-testing through frequently starting and stopping the plant. The results are available to all, and TCM can share these reference studies.
“Thanks to the support for these projects, we can use these results to help to compare future technologies, which is something that makes TCM unique. We are collaborating with SINTEF and DNV in these efforts. We can quantify the technologies and provide them with good answers as to where they stand in the market,” adds Ismail Shah, CEO of TCM.

CESAR 1
The CESAR 1 solvent, developed in the EU CESAR project, was utilised for the first time at TCM for the ALIGN CCUS (Accelerating Low Carbon Industrial Growth Through Carbon Capture Utilization and Storage) project test campaign in 2019. The CESAR 1 solvent is a blend of 27% wt 2-amino-2-methylpropan-1-ol (AMP) and 13% wt piperazine (PZ). This is considered a better solvent than monoethanolamine (MEA) in terms of thermal energy performance and stability (lower degradation) and has been proposed by the IEAGHG as their new benchmark solvent.
TCM DA carried out baseline testing of the CESAR 1 solvent in June 2020 using flue gas from the CHP source, controlled at 5% CO2 to simulate state-of-the-art gas turbine flue gas, and continued with additional testing that lasted into late 2020 using flue gas from the RFCC source at Mongstad that has higher CO2 concentrations. The main objectives of these campaigns were to produce knowledge and information that can be used to reduce costs as well as technical, environmental, and financial risks at the commercial-scale.
You can read more about this as well as other tests that have been conducted on our website.
Contact Muhammed Ismail Shah for further details.
Below is an overview of the reports published by TCM and its various partners.
- TCM – Design and Construction
- Operational Experience and Results
- TCM – Verified Baseline Results
- Emissions – Limits, Measurements and Mitigation
- Aerosols & Mist
- Solvent Degradation, Management and Reclaiming
- Process modelling, Scale-up and Cost reduction
- Transient / Dispatchable operation & Process control
- Corrosion & Materials
- CESAR 1 Solvent
- MEA Solvent
He is leaving TCM – but Karstein Street remains
On July 7, 1973, Karstein Mangersnes began his career as an apprentice electrician at the City Hall in Bergen. 50 years later, he concludes nearly 14 years at TCM and enters retirement.
“It has been an adventure,” says the veteran who was honored in January by having a street on the facility named after him. “An incredibly nice gesture from the company and my wonderful colleagues. I must have done something good and important!”
At TCM, many of those with significant responsibilities during the project and construction phases have had their names put on street signs at the facility. Karstein was both then and later among the “foot soldiers” at TCM, those who ensured that the installations and equipment for CO2 capture were in place and functioning properly. During a staff meeting last year, there was a hint that a nameless street stub should be given a sign with Karstein’s name.
“I didn’t think much of it at the time until a few months later when a colleague asked me what I had planned for lunch. As I returned from the cafeteria, I noticed that there were unusually many people dressing up in yellow protective gear. My supervisor, Kjetil Hantveit, told me he wanted me to join him for a tour of the facility to get an update on the progress of ongoing projects. When we arrived at 3rd Site, most of TCM was already there. I felt a bit embarrassed when I realized they were there for me. But I greatly appreciated the recognition. Undoubtedly, a highlight that’s nice to reminisce about.”

How was your first meeting with TCM?
“It was in November 2009, and the groundwork on the large site was well underway. I had been working offshore for several years and was interested in a job on land, preferably near my home in Manger. At that time, I was employed by Aibel, where I had worked for 43 years. Aibel had a contract for the engineering of significant parts of the TCM facility, which also included overseeing the construction phase. This suited me well, given my background in electrical work, and I was eager to be a part of it. It involved a lot of diverse tasks, but it was incredibly educational.”
Two and a half years later, the facility opened with great fanfare. What did you do then?
” I was, of course, present and took part in the celebration. Jens Stoltenberg spoke about how important TCM was going to be in the effort to achieve the climate goals, and he was right, even though the “moon landing” didn’t happen. When I started in 2009, I didn’t have specific knowledge about carbon capture, but I gradually understood that testing technologies could be a crucial part of the solution to reduce emissions from the industry. It wasn’t obvious that I would continue into the operational phase, but I was happy when the opportunity came through the employment modifications department. Not only because the job was exciting but also because the working environment at TCM, both then and now, is incredibly good.”

Facts
Name: Karstein Mangersnes
Age: 68, turning 69 in October
Education: Vocational degree in electrical work
Marital status: Married, two children and three grandchildren
Affiliation to TCM: Worked in electrical installation from 2009 to 2012, worked on modification and upgrade of the facility from 2012 to 2023. Employed through Aibel from 2009 to 2016 and Omega from 2016 to 2023.
How would you describe the job you had at TCM?
“The main task has been the planning and implementation of modifications and upgrades to the facility, as well as a central role in the execution of annual maintenance shutdowns. In “Mod,” we are a team of six working together on this, and we also try to assist with operations and maintenance when necessary. In the same way, Mod gets support from these departments when we need it.
Over the years, I have been primarily responsible for project follow-up in the field, closely collaborating with suppliers from all disciplines and professional groups. The cooperation has been excellent. Now, I am passing the baton to Roger Solheim, and it will go smoothly. In addition to his background in electrical engineering, he also has process experience that will be valuable.”
“Are there any specific projects or events from your work at TCM that you remember with particular joy?”
” Then I would like to highlight the establishment of the “Site for Emerging Technologies” (3rd Site), which has been incredibly exciting. I had the opportunity to be involved in the planning and supervision of the construction process at the site for new capture methods, which required a lot from the TCM organization and our suppliers. The offerings at this site have attracted several new customers, indicating that the effort and investment made by TCM have been worthwhile.”
What would you say has been particularly challenging in your work at TCM?
“In 2016, a new filter (BD) was installed in the facility to reduce the number of particles in the flue gas. There have also been several upgrades carried out internally and externally in the absorber tower. These projects involved numerous challenging tasks in terms of planning and execution, including working at heights, demanding lifting operations, welding, and confined space entry.”
How has it been to collaborate with customers from around the world who have come to TCM to test technologies?
” I haven’t had direct responsibility for that dialogue, but there has been some communication, nonetheless. There has been a bit of a cultural collision, and neither Southern Europeans nor Americans find it easy to understand the strict HSE (Health, Safety, and Environment) regulations at TCM, as well as the Norwegian requirements for working hours and working environment. But overall, the collaboration has gone well. They just need a little explanation of how and why things are the way they are.”
When you look back at the operations of TCM since its inception in 2012, what do those who have worked and still work there have the most reason to be proud of?
“The short answer is that TCM maintains a high professional level in what we do and has delivered good results in the test campaigns. The quality of what we deliver is high, which is largely due to good collaboration across the organization.”
What is your wish for TCM in the years to come?
“I believe in carbon capture as a tool in the fight against climate change, and I have hope that TCM will continue to play an important role in the work of optimizing the design and operation of full-scale capture facilities, especially in reducing energy consumption. I also hope that the development of entirely new technologies will continue. The expertise at TCM is too valuable in the battle to meet climate goals to not be utilized – for many years to come. Therefore, I will follow with interest all the exciting things that lie ahead for TCM, and I would like to take this opportunity to thank all my great colleagues for their collaboration – for the insightful conversations and thoughtfulness when it was needed. I wish them good luck!”
Are you looking forward to retirement?
“I have never dreaded going to work and I will definitely miss TCM, both the interesting professional challenges and the social life within the company. I must be honest about that. But there is a time for everything, and I don’t think it will be a problem to keep myself occupied as a retiree. I will try to stay fit with hikes, maybe some jogging and cycling. My wife Astrid and I live in a large house where there are always things that need fixing. We also have a fishing cabin in Stolmen, Austevoll, which hopefully we can visit more often. We both enjoy it there. The ocean is right outside, which is perfect for me as an avid hobby fisherman. Astrid plans to work for another two years and expects a cooked dinner every day. But even though I enjoy cooking, I can’t promise that. Our eldest daughter lives nearby in Manger, and the youngest one in Moss, so I’m looking forward to spending more time with their families. And if the neighborhood association or other organizations need a helping hand, I won’t hesitate to lend my assistance if they want me to volunteer. Life goes on with a new chapter. It will be different from what it has been, but I’m sure it will be good!”
He did not let the Norwegian winter stop him
Freddy Garcia was born and raised in Venezuela. Intimidation was an option the first time he had to drive a car in really snowy weather, but he kept going – for a job interview at TCM.
When he soon leaves the company, he is many experiences richer, not only about the Norwegian climate but especially about carbon capture, and why listening to people’s problems is the first step towards net zero.
– What was the background for your interest in CO2 capture?
– As part of my previous position in TotalEnergies, I had the opportunity to be part of the team building knowledge related to other parts of the CCUS chain, mainly on CO2 conditioning, transportation by ship and pipeline and injection wells. From that point of view, CO2 capture was the final piece of the puzzle missing for me to have a complete view of the whole chain. In addition, being a chemical engineer by education, with several years of experience in the upstream industry, going into carbon capture technologies seemed also like a natural transition.
– How was your first meeting with TCM?
– Let me start with the preamble to that meeting. As a south American living in France, my experience with snow was very limited. On the day of my first meeting, I was on my way to TCM, in the middle of February with temperature below zero, driving in the snow for the first time, stuck in traffic because there was a traffic accident along the way due to the icing conditions. So, I told myself that it must be extremely interesting opportunity for me to move and live under these extreme conditions. A couple of hours later I was convinced to accept the offer, after meeting with the highly motivated TCM team, walking along these state-of-the-art facilities, and understanding the impact on the society of the work that TCM does every day.

Facts
Name: Freddy Garcia
Age: 42
Education: MSc. in Process Engineering from ENSIC in France
Marital status: Married
Affiliation to TCM: Technology Manager 2020 – 2022, Business Development Manager 2022 – 2023, seconded from TotalEnergies
– How would you describe your job as Business Development Manager?
– Our job in Business Development at TCM is basically to talk to people, listen to what problem they have and then identify ways that TCM can help. The people we talk to are mainly technology developers and emitters, but in the future, it can be many other types of organizations. The problems they have are often the scale up of the technology (for technology developers), or the need to decarbonize their activities (for emitters). The ways TCM can help are simply by opening our facilities for testing or by sharing the knowledge we have developed through our 11 years of operations.
– What will you highlight as the most rewarding and interesting work you have taken part in at TCM?
– I would have to say that it is whenever we go for external activities, like conferences, and you meet all these people that already know TCM and what we can do, and they are excited to be able to talk to us. At that moment you are reminded of the importance of what we do at TCM. That is for me one of the more rewarding parts of our work.
– What would you say has been particularly demanding in the work with capturing CO2?
– Carbon capture is a global effort. That means that the stakeholders are all around the world and as such we need to be available to meet people at any time. Thus, I would say that the hardest part is the very long working days, when you start very early in the morning to have meetings with Asia, work during the day and then having night meetings with the west coast in North America. And that happens more frequently than you would imagine.
– In general, looking back since the start in 2012, what do people that worked at TCM, or are still working there, have reason to be proud of?
– It is very easy to state the obvious, which is that TCM has helped mature technologies necessary to reduce our emissions, and that TCM personnel must be proud of that. However, it can be a bit reductive since people that were not directly involved on the campaigns may feel excluded. I believe that all people who has been part of TCM or collaborating with TCM in one way or another must be proud, from the technical and administrative personnel to TCM representatives involved with TCM, to our external partners across the world. They are all important to help TCM achieve its final goal, which is help society in their path to a decarbonized future.

– In regards to CCS, capturing CO2 is considered the most technically complicated and demanding part of the process. In Norway, two capture facilities are now being built, one in Brevik and one at Klemetsrud in Oslo. Have you thought about how TCM can help these projects succeed?
– These projects are now in a situation that I like to call “delivery mode”, meaning they don’t have the time to do anything else other than solving the issues that appear along the way, as soon as possible, to avoid impacting the planning and startup date. The best way that TCM can help these projects is to be ready to provide as much expertise as possible when these issues arise (and they will), helping them to deliver the project on the expected date. With all the years of experience at TCM, we most likely have the answers they will need.
– TCM has solved several challenges related to amine technology by MEA campaigns, for example amine aerosol emissions, continuous measurements of amine to air, etc. What other technical topics do you think are still lacking testing and good solutions, and how can TCM play an important role in this?
– From a technology point of view, today there is no blocking point preventing deployment of solvent-based technologies. The barriers are elsewhere, and one of them is the cost of the capture. This is where TCM testing can play a role, demonstrating options for cost reduction and the interactions between them, typically fine-tuning solvents compositions, absorber inter cooling, lean vapor compression, or intensification equipment like rotating packed beds. And of course, once the first wave of capture projects are started, like Brevik CCS, Klemetsrud and others, there will be learnings and new ideas for optimization that need to be demonstrated at TCM scale before they can be implemented in the real plant.
One last area where TCM can play an important role is on helping demonstrate other type of technologies for carbon capture different from the classical solvent-based technologies. Even though they are one of the most mature technologies, amines will not the best option for all sites that need to be decarbonized. What the emitters need is a whole range of technologies readily available so that they can chose the one that is the best fit for their constraints specific to their site, which might range from footprint limitations, to extremely constraint emission limits, lack of steam, or the dynamics of the system. This is why TCM’s Site for emerging technologies is such a success: with its personnel experienced in test planning, module installation, execution, operating and troubleshooting of test campaigns, we help the technology developers to maximize the value they get from the test, with much smaller downtime than they would get by testing elsewhere.
– What is your wish for TCM in the years to come?
– As I mentioned before, carbon capture technologies that work are available today. While the existing ones can be improved, and new technologies will certainly appear in the future, we need to deploy the ones we have today as soon as possible. I’m truly convinced that TCM can have a huge impact on accelerating this deployment. My wish for TCM in the years to come is to find a way to unlock all its potential for knowledge sharing and dissemination. In my opinion this would be a game changer for the industry.
TCM Report: TCM Design & Construction
The Technology Centre has been in operation for more than 10 years. This means we have gained unique experience with carbon capture technology.
In this series of reports, you can read about our experiences of building a carbon capture facility and the sorts of knowledge TCM built up over this period. These experiences are used when we advise on upcoming CCS projects. We have experienced and learned a lot about air emissions and the experience gained from the design is useful to this day.
CO2 Technology Centre Mongstad – Design, Functionality and Emissions of the Amine Plant (2011)
The first article describes the amine plant, which was designed and constructed by the carbon capture technology provider Aker Clean Carbon (ACC) with specifications and further generic functions defined by TCM.
Many new technology elements will be tested and verified, including improved solvents. Monoethanolamine and a new ACC solvent will be tested in the first 16 months of operations. Tests will then be carried out by TCM’s partners. The quality and quantity of emissions from the absorbent to the air have been given top priority. At present, they represent a health and environmental uncertainty, primarily due to the lack of reliable and accessible experimental data. While knowledge and experience of these emissions is rapidly increasing, a discharge permit is still being applied for.
The amine plant is extremely flexible and can incorporate many new technologies. Thanks to its scale, it will provide valuable information on utility and space requirements, upscalability and contribute to reducing HSE risks and costs.
European CO2 Test Centre Mongstad – Testing, Verification and Demonstration of Post- Combustion Technologies (2009)
The other article focuses on the following topics:
- Developing carbon capture technologies that are ready for broad national and international deployment
- Reducing costs and technical, environmental and financial risks related to large-scale carbon capture
- Testing, verifying and demonstration of carbon capture technology owned and marketed by suppliers
- Encouraging the development of a market for such technologies.
Both plants will be able to capture carbon from two different flue gases with 3.5 and 12.9 mol% CO2.
Contact Muhammed Ismail Shah for further details.

Below is an overview of the main topics where TCM has gathered together its professional contributions:
- TCM Design & Construction
- Operational Experience & Results
- TCM Verified Baseline Results
- Emissions – Limits, Measurements and Mitigation
- Aerosols & Mist
- Solvent Degradation, Management and Reclaiming
- Process modelling, Scale-up and Cost reduction
- Transient/Dispatchable operation & Process control
- Corrosion & Materials
- CESAR 1 Solvent
- MEA Solvent
– Discovering the unexpected is hard!
– Discovering the unexpected is hard! However, TCM has the expertise technology developers need to understand and find solutions to problems that arise along the way when projects for capturing and reusing CO2 are to be realized.
This was the main message of TCM’s Managing Director, Muhammad Ismail Shah, in his presentation at the European CO2 Capture, Storage & Reuse Conference in Copenhagen on the 17th of May.
More than 400 participants from all over the world were gathered for two days to focus on carbon capture, storage and utilisation of captured CO2 and its use for production of building materials like cement, concrete, steel, but also production of advanced fuels that will contribute to further decarbonization of other sectors. The year 2022 can easily be considered the breakthrough year in terms of policies and regulations for green technologies. A discussion topic at the conference were the influence of legislation on carbon capture and utilization technologies.

More than an arena for testing
In his presentation, Shah gave the participants an introduction to what 11 years of activity at the world’s largest and most flexible test centre for demonstrating carbon capture technologies has given the world of knowledge, which is collected in more than 60 scientific publications. He maintained that testing at TCM has been absolutely crucial for the planning and realization of full-scale capturing facilities both in Norway, and across the world.
– Our plant offers great opportunities for testing and verifying mature as well as completely new and less mature capture technologies. The facilities would, however, have been nearly worthless without people with outstanding expertise in the field. The CCS industry is now entering a phase with a strong increasing need for precisely this expertise. That is why we now focus even more on our offers within Advisory Services, Shah said.
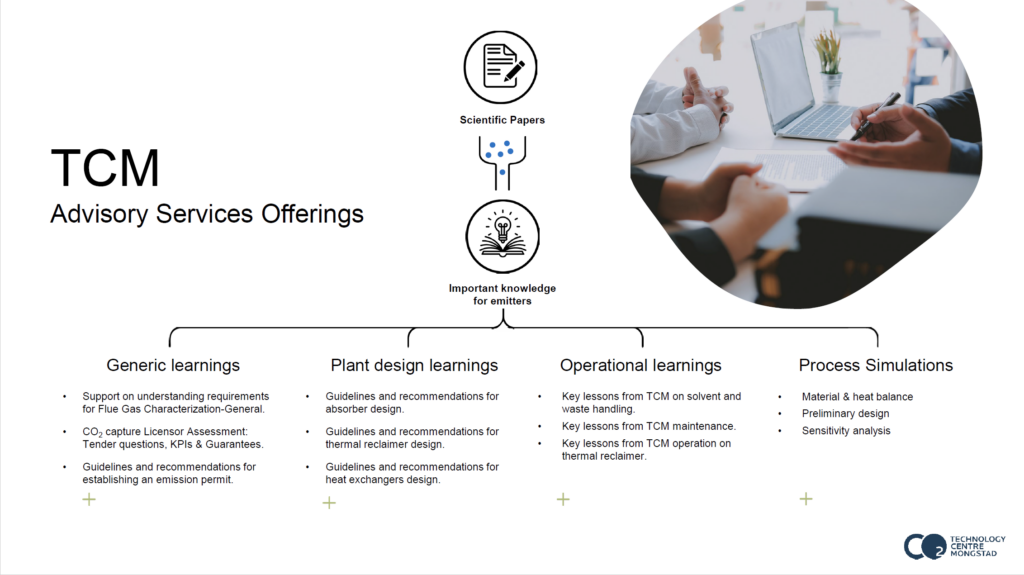
TCM’s service offer in detail
TCM’s service offer can be divided into several categories, such as Generic learnings, Plant design learnings, Operational learnings and Process Simulations. The image below provides detailed information on which services are included in each of these categories.
What happens with emissions?
– Emission monitoring and permitting is a topic that requires particular vigilance and expertise, Shah pointed out. – What happens with emissions is the part of the capture process where the unexpected can occur in particular and will require detection. Defining the industry’s needs, and contributing to actual solutions, is perhaps TCM’s foremost “parade branch”.
As a closing remark Shah emphasized that cost of CO2 capture should be reduced in parallel to deployment of first generation capture facilities. – TCM is, and will remain, an important arena for de-risking and expediting upscaling carbon capture technology, he said.